Craft Beer Can Leak Detection Machine
1.Non contact online Inspection, no damage to the product.
2. Fast Inspection speed, up to 72000 cans/hour at the fastest.
3.360° online botle cap Inspection
4.Timely detect faults in the sealing machine to avoid producing a large number of defective products
I. Project Overview
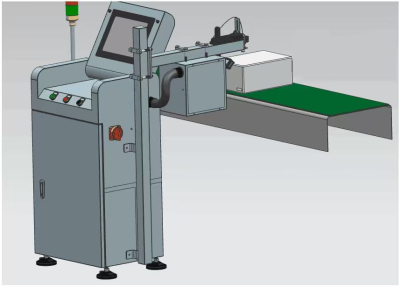
Project Title: Sealing Inspection System
Function: Conducts sealing quality checks, detects defective products, and automatically removes them from the production line.
Maximum Capacity: Up to 18,000 cans per minute.
Applicable Container Size: 1L–2L.
II. Environmental Requirements
Altitude Range: 5–3000 m above sea level
Operating Temperature: 5°C–40°C
Relative Humidity: 50%–65% RH
Factory Site Conditions: The production area must meet national standards for floor flatness and load-bearing capacity to ensure stable operation.
Storage Conditions: After delivery, equipment and spare parts should be stored in compliance with national standards. Proper lubrication and maintenance must be performed to prevent corrosion, surface damage, or deformation that may affect installation, commissioning, or operation.
III. Production Conditions
Power Supply: 220V, 50Hz, single-phase (provided by customer; special voltage requirements must be specified in advance as they may affect system design, delivery, and pricing).
Total Power Consumption: ~0.5 kW
Control Voltage: 24 VDC
Compressed Air Supply: 4–12 bar (customer provides air connection from the source to the unit).
IV. System Highlights
Non-contact inspection for continuous online monitoring without product damage.
Touchscreen HMI with color display for intuitive and efficient operation.
Dual-side inspection enables verification of both inkjet codes and QR codes.
Modular architecture with sufficient interfaces to support future upgrades and system expansion.
Robust and reliable design featuring low failure rates and simplified maintenance.
2. Equipment mechanical components
model
| Name | Brief Description | Functional Description | Remark
|
1 | Distribution cabinet | It consists of an image processing computer, an interface processing computer, a strobe controller, a control system, an LED light source, an industrial camera, and sensors. | Supplies power to the entire system, processes images, and controls the rejection of defective products. | |
2 | Detection module | It primarily consists of solenoid valves and mechanical components. | Dynamically captures images | |
3 | Rejection device | Brief Description | Receives signals and controls the rejection of defective products. |
3. Electrical composition of the equipment
model
| Name | Model | quantity
| Notes |
1 | Image processing industrial computer | Intel 5 processor | 1 | Taiwan |
2 | Camera | Customizable full-view | 1 | Made in China |
3 | Camera IO module | 1 | Made in China | |
4 | Lens | Customizable all-around | 1 | Made in China |
5 | Camera cable | 1 | Customized | |
6 | DSP | MT-9000 | 1 | Customized |
7 | Touch screen | 1 | Taiwan | |
8 | Light source controller | OPT | 1 | Made in China |
9 | Light source | LISHI | 1 | Made in China |
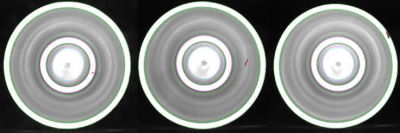
V. Inspection Principle:
1.A high-resolution camera and a 360-degree sidewall lens combination are used to photograph the sidewalls of the Sealing Inspection.
First, the bottle cap is accurately located, and a circular detection area is established at the edge of the sidewall in the image. If the bottle cap is poorly sealed, a noticeable grayscale value change will occur within the circular detection area. Based on the degree of grayscale change, an appropriate threshold parameter is set. If the grayscale value exceeds the threshold, the product is rejected as defective.



VI. Installation Requirements
The production line must be equipped with a single-row chain conveyor with a straight section of at least 1.8 meters. The conveyor should ensure a clear passage around the bottle necks, free from vibration and water droplets, as these factors may interfere with camera-based inspection.
The inspection conveyor must have an inclination of no more than 20°, and bottles should maintain a spacing of 3–5 mm.
If bottle necks exhibit noticeable vibration at the inspection point, a clamping device (60–80 mm) should be installed to stabilize the bottles and ensure accurate detection.