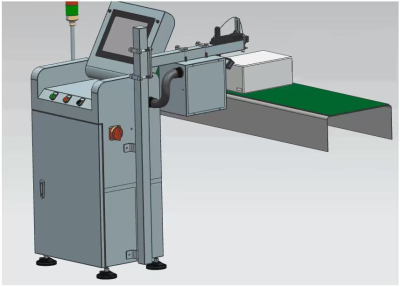
Can Body Seal Inspection Machine
1.Non contact online Inspection, no damage to the product.
2. Fast Inspection speed, up to 72000 cans/hour at the fastest.
3.360° online botle cap Inspection
4.Timely detect faults in the sealing machine to avoid producing a large number of defective products
Project Summary
Project Name: Sealing Inspection System
System Description:
The system is designed to inspect sealing integrity, identify defective products, and automatically remove unqualified items from the production line.
Maximum Throughput:
Up to 18,000 cans per minute
Applicable Container Size:
Suitable for cans ranging from 1L to 2L
Operating Environment
Installation Altitude:
5–3000 m above sea level
Ambient Temperature:
5°C to 40°C
Relative Humidity:
50%–65% RH
Factory Conditions:
The installation floor must meet national standards for flatness and load-bearing performance to ensure stable and reliable equipment operation.
Storage Conditions:
After delivery, all machinery and spare parts shall be stored in accordance with relevant national standards. During storage, regular lubrication and maintenance are required to prevent corrosion, deformation, or surface damage that may influence later installation, commissioning, or normal operation.
Utility Requirements
Power Supply:
AC 220V, 50Hz, single-phase
(To be provided by the customer. Any special voltage requirements must be confirmed in advance, as they may affect the equipment configuration, delivery schedule, and pricing.)
Total Power Consumption:
Approximately 0.5 kW
Control Power:
24 VDC
Compressed Air Supply:
4–12 bar
(The customer is responsible for connecting the air source to the equipment.)
Main Features
· Non-contact inspection – supports inline detection without damaging products.
· Easy operation – equipped with a color touchscreen HMI and simple user interface.
· Dual-side code verification – capable of inspecting both inkjet printing and QR codes on cartons.
· Modular design – convenient for future expansion and function upgrades.
· Stable performance – designed with high reliability, low malfunction rate, and easy maintenance.
Equipment mechanical components
model
| Name | Brief Description | Functional Description | Remark
|
1 | Distribution cabinet | It consists of an image processing computer, an interface processing computer, a strobe controller, a control system, an LED light source, an industrial camera, and sensors. | Supplies power to the entire system, processes images, and controls the rejection of defective products. | |
2 | Detection module | It primarily consists of solenoid valves and mechanical components. | Dynamically captures images | |
3 | Rejection device | Brief Description | Receives signals and controls the rejection of defective products. |
Electrical composition of the equipment
model
| Name | Model | quantity
| Notes |
1 | Image processing industrial computer | Intel 5 processor | 1 | Taiwan |
2 | Camera | Customizable full-view | 1 | Made in China |
3 | Camera IO module | 1 | Made in China | |
4 | Lens | Customizable all-around | 1 | Made in China |
5 | Camera cable | 1 | Customized | |
6 | DSP | MT-9000 | 1 | Customized |
7 | Touch screen | 1 | Taiwan | |
8 | Light source controller | OPT | 1 | Made in China |
9 | Light source | LISHI | 1 | Made in China |
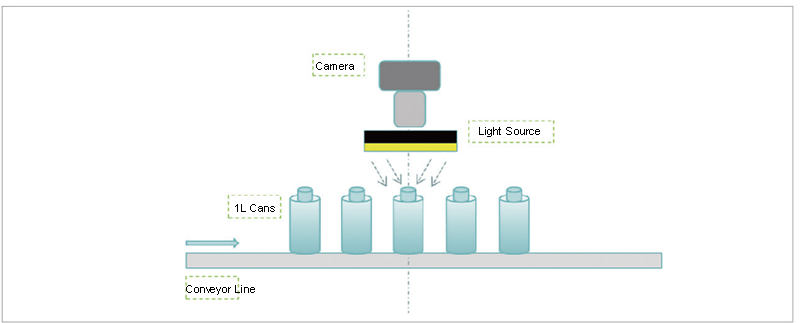
Inspection Method
A high-definition camera combined with a 360-degree sidewall optical lens is used to capture images of the sealing area sidewall.
The system first locates the bottle cap position precisely and creates a circular inspection region along the sidewall edge within the image. When sealing defects are present, obvious grayscale variations appear inside this circular region. By analyzing the grayscale fluctuation level, the system applies a threshold value. Products exceeding the set threshold are identified as defective and automatically rejected.



Installation Conditions
The conveyor system must use a single-lane chain-type structure with a total length of 1.8 meters.
Within the inspection section, the bottle neck area should remain stable, clean, and free from vibration or water droplets, since these conditions may reduce camera inspection accuracy.
The inclination angle of the inspection conveyor shall not exceed 20°, and containers must maintain a spacing of 3–5 mm during conveying.
If bottle neck vibration is observed in the inspection zone, a clamping device with a width of 60–80 mm should be added to improve bottle stability and ensure consistent inspection performance.