


Extruding Pressure Inspection Machine
1.Non-contact detection, fast detection, high accuracy
2.Dynamically realize the detection of different production line speed
3.Main engine sealing design, manufacture, anti fog, waterproof, drip, environmental adaptability
4.The hardware circuit is adopted, and the embedded operating system is adopted to ensure stable operation for a long time
5.Sound,light, alarm, and automatically reject substandard containers
6.Big screen Chinese display, LED backlit night crystal, clear and bright handwriting, man-machine dialogue mode operation
7.High performance price ratio
1. Performance Overview
The MT-YLG-XL-C0-04 is a fully automated pressure inspection system designed for high-speed production lines, capable of handling up to 1,200 cans per minute. The system adopts a contact-based online detection method, enabling precise measurement of the internal pressure characteristics of containers. The sampling results are stable, reliable, and surpass the accuracy levels of both domestic and international alternatives.
At the core of the system is the belt squeeze detection technology, developed and refined through over three years of continuous research and field testing. During operation, containers are transported by a flexible belt. Side-mounted sensors detect the pressure exerted within the can or bottle, while a controller converts these readings into digital signals. These signals are then processed to provide an accurate evaluation of internal pressure and product quality.
2. Applicable Containers
Aluminum cans sealed with liquid nitrogen
PE/PP plastic bottles containing gas or vapor
Other pressurized containers (excluding CO₂-based products)
3. Inspection Capabilities
Internal pressure measurement
No-lid detection
Upside-down container detection
Blocked container detection
Automatic rejection of defective products according to user-defined thresholds
4. Key Features and Specifications
Automatic synchronization with production line speed, with system halt during line stoppage to prevent bursting caused by idle running
Inspection throughput exceeding 1,200 cans per minute
Compatible with both high- and low-pressure inspection requirements
Static detection accuracy: ±0.01 MPa
Dynamic detection accuracy: ±0.02 MPa
High-speed impact resistance
Intuitive HMI-based operation
Real-time dynamic visualization of rejection data
Visual light alarm for impact events
Full Chinese-language menu support
Proprietary Maotong DSP digital signal processing technology
24/7 remote diagnostic and technical support
Continuous rejection shutdown functionality
5. Detection Accuracy
Detection Range: 0.08 – 0.5 MPa
Measurement Accuracy: better than 0.01 MPa (note: excessive vertical vibration of the conveyor chain may influence precision)
Rejection Rate: ≥99.99%
False Rejection Rate: ≤0.01%
6. Extrusion Detection Principle
At the system’s inlet, a guide mechanism applies a preliminary squeeze to the cans, ensuring a consistent baseline pressure. For containers with leaks, the applied pressure dissipates significantly, and the residual pressure at the outlet is measured. For intact containers, pressure variation remains minimal. By comparing these readings, the system can accurately identify leaks or poor sealing quality, ensuring reliable product quality control.
7. Equipment detection principle

When a product passes the belt, it passes the positioning sensor, which detects its arrival and records the product's identification number and the current encoder signal through the control unit. The positioning sensor triggers the force sensor to measure the instantaneous pressure exerted by the product against the belt. This pressure data is then transmitted to the Maotong signal processing board via the network. The signal processing board processes and analyzes the received pressure data, transmitting the results to both the human-machine interface for dynamic display and the control unit. Upon receiving a rejection signal, the control unit notifies the rejector to remove the product with the corresponding identification number that fails the pressure requirement.
II. Equipment Installation
1. Equipment Loading, Unloading, and Storage
During transportation, the equipment must be secured and packaged, with particular attention to preventing the sensor from being subjected to pressure or tension. The exterior of the equipment must be wrapped with moisture-proof, impact-resistant material to prevent scratches, dents, and moisture. The equipment must be secured to the transport vehicle to prevent damage during movement. When unloading the equipment, use specialized loading equipment and ensure that the equipment is securely mounted on the loading equipment to prevent slipping. During use and storage, the ambient environment must meet certain requirements: relative humidity should be between 10% and 80%, and temperature between 0°C and 50°C.

II. Installation Requirements
2.1 Install the equipment on a stable, level surface. Ensure that the clamping conveyor belt is precisely aligned and parallel to the bottom conveyor belt of the product line.
2.2 Before connecting power, inspect all electrical cables to confirm they are securely fastened, and verify that the control box is properly grounded.
2.3 Power Supply: Single-phase AC 220V, 50Hz, total power consumption 250W.
2.4 Compressed Air: Pressure 4–8 bar; air quality must comply with relevant industry standards.
2.5 For optimal testing performance, it is recommended that products be inspected after cooling. The unit should be installed on a straight conveyor section of 1.5–2m in length.
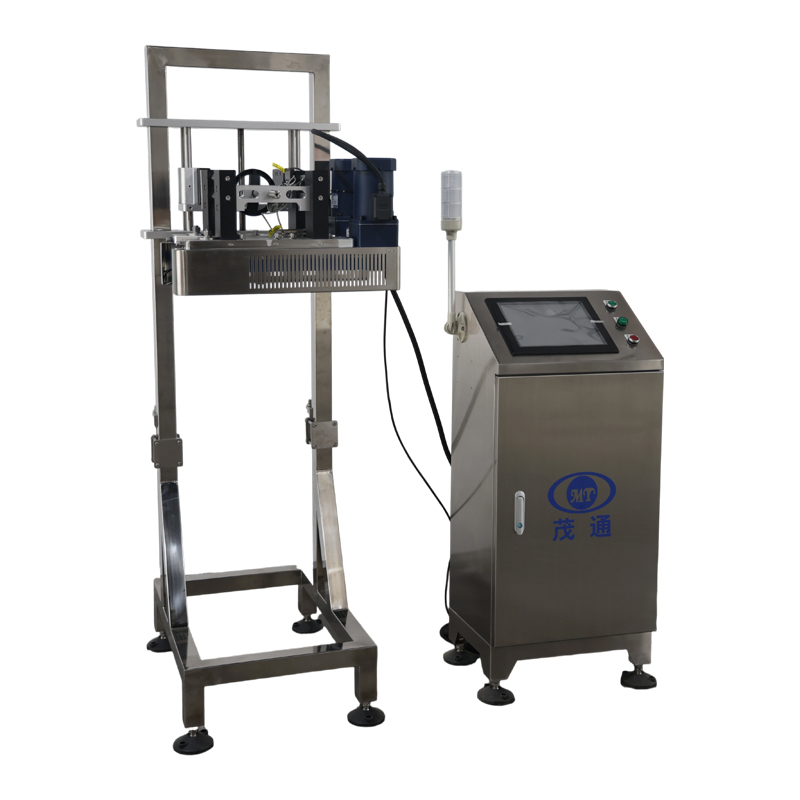
III. Equipment Structure and Appearance
Dimensions: 600 mm × 1000 mm × 1700 mm
Frame Material: 304 stainless steel, integrated with conveyor system
Net Weight: Approx. 100 kg
IV. Safety Instructions
Before operation, please observe the following safety precautions:
Only trained operators may run the equipment.
Maintenance must be performed by qualified technicians.
Confirm all warning labels and protective devices are in place before startup.
Do not operate the machine with the cover open. Always shut off power and compressed air before opening the cover.
Keep hands away from the reject cylinder connecting rod during operation.
Do not obstruct or touch the photoelectric sensor during operation to avoid false triggering or personal injury.
Do not disconnect electrical connections while powered on to prevent component damage.
During servicing, clearly tag the machine to prevent accidental operation.
Ensure both the equipment and external devices are powered off before making any connections. Power can be restored only after connections are secured.
Since the electronics are sensitive to static discharge, the frame and control cabinet must be properly grounded.
V. Commercial Terms
Delivery: To purchaser’s production site.
Warranty: 12 months from acceptance date, not exceeding 14 months from shipment date.
Post-Warranty Service: For two years after warranty, only engineer travel and spare parts costs apply.
Preventive Maintenance: Two engineer visits per year (two days each). The purchaser must schedule inspections at least two weeks in advance by fax. Only spare parts will be charged.
Software: Free long-term software upgrades provided, without hardware modifications.
Service Response: Upon receipt of written request, the supplier will dispatch service staff to the purchaser’s production facility in mainland China within 72 hours.




