

Glass Bottle Mouth Inspection Machine
1.Double evaluation ring technology to detect bottle mouth reliablely and stablely
2.The bottle mouth image is divided into several grades, and the evaluation method is accurate and precise
3.Using an independently developed image processing system, the maximum speed is up to 60000 BPH
1. Project Overview
1.1 Project Name: Online Bottle Finish Inspection Machine
This system adopts advanced machine vision technology to carry out fully automated, non-contact, online inspection of glass bottle finishes, detecting deformation and breakage with high accuracy.
The equipment is designed for a rated output of 48,000 bottles per hour.
Environmental Conditions
Operating Altitude: 5–3000 meters above sea level
Operating Temperature: 5°C – 40°C
Relative Humidity: 50% – 65% RH
Factory Requirements: Floor levelness, load-bearing capacity, and related site conditions must comply with national standards to ensure proper machine operation.
Storage Requirements: After delivery, all equipment and components should be stored in facilities that meet national standards. During storage, appropriate lubrication and maintenance must be performed to avoid surface damage, corrosion, or deformation that may affect proper installation, commissioning, and operation.
Equipment Operating Conditions
Noise Level: ≤85 dB (actual noise may vary depending on container/package type, machine power, plant acoustics, and other environmental factors).
Power Connection: Between the customer’s main electrical cabinet and the equipment cabinet.
Main Power Supply: 3 × 380 VAC ±10%, 50 Hz, 3 PH + N + PE.
Lighting Power: 220 V, 50 Hz, single-phase.
(For non-standard voltages, advance notice is required, as this may affect specifications, delivery schedule, and pricing.)Total Power Consumption: Approx. 1.0 kW.
Control Voltage: 24 VDC.
Compressed Air Requirement: 4–6 bar (customer to provide piping connection from the air source to the equipment).
Equipment Description
4.1 Bottle Finish Inspection Machine
Name: Bottle Finish Inspection Machine
Model: MT-PK021
Quantity: One set
Rated Speed: 48,000 bottles per hour
Applicable Containers: PET and PE bottles
Compatible Production Line: 48,000 bottles/hour PET/PE packaging line
Installation Location: Mounted inside the blow molding machine, either at the point where bottles exit the mold or along the conveyor chain.
4.2 System working principle and process

Figure 4: System working principle and flow chart
System Operating Principle and Workflow
As each bottle passes the positioning sensor, the sensor detects its presence and the control unit records the corresponding bottle ID along with the current encoder value.
The sensor then triggers the camera to capture an image of the bottle mouth. Once acquired, the image is processed by the image processor, and the results are sent to the human–machine interface (HMI) for real-time display, as well as to the control unit in preparation for rejecting bottles with defective finishes.
When a defect is confirmed, the control unit signals the rejector to remove the specific bottle associated with the recorded ID.
4.3 Image Acquisition Components
Light Source: An LED area light source with a service life of up to 30,000 hours is used. With foreground illumination, it provides a clear representation of the target object. In the captured image, the bottle mouth appears as a continuous bright ring. A fixed-focus lens with manual aperture control is applied; the focus ring is adjusted to achieve maximum image clarity on the CCD sensor, while the aperture ring is fine-tuned to optimize brightness.
Camera: The system employs an area-array CCD analog camera with a resolution of 640 × 480 pixels and a capture rate of up to 60 frames per second.
4.4 Bottle mouth detection module:


image processing process
4.5 Inspection Scope and Accuracy
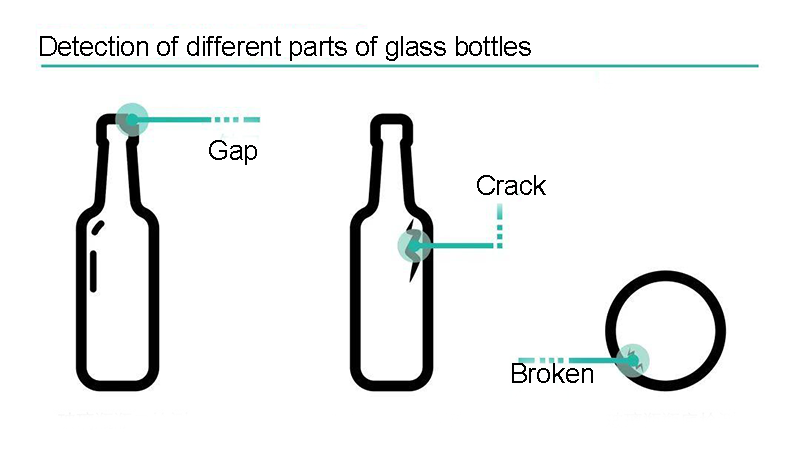
4.5.1 Inspection Items
A. Detection of through-holes
B. Chipping on the inner surface
C. Chipping on the outer surface
D. Spot-type chipping
E. Bottle neck deformation (oval shape)
4.5.2 Detection Accuracy
serial number
| Inspection Contents | Dimensions | Detection accuracy
| False rejection rate
|
1 | Penetration | Vertical section width 0.8mm, depth 0.25mm | ≥99.99% | ≤0.03% |
2 | Internal Defects | Vertical section width 0.8mm, depth 0.25mm | ≥99.95% | |
3 | External Defects | Vertical section width 0.8mm, depth 0.25mm | ≥99.95% | |
4 | Point Defects | Diameter 0.8mm, depth 0.25mm | ≥99.99% | |
5 | Neck Deformation (Oval) | Diameter difference 2mm | ≥99.95% |




