
Best Can Vacuum Inspection Machine
1.Non contact detection, high speed, high precision
2. Adapt to the speed of production line and detect dynamically
3.Advanced sound processing technology
4.Advanced exciting circuit, providing high energy magnetic field
I. Equipment Overview
Project Title: Filled Product Leakage Detection System
Inspection Scope: Designed to detect leakage issues in filled products, including missing or excessive gaskets, product seepage, and bulging cans.
Maximum Throughput: Up to 1,200 cans per minute.
Compatible Containers: Applicable to cans, three-piece cans, glass bottles, metal caps, and other flat, magnetically responsive caps (refer to illustration below).

II. Detection Principle
The system employs electromagnetic pulse (EMP) technology, which generates an instantaneous, directional pulse. When this pulse impacts the container lid, the induced magnetic field causes the lid to vibrate, producing an acoustic response. A built-in acoustic sensor within the probe captures this response and sends it to the processing unit for analysis. Because of the pressure difference inside and outside the container, products with leaks exhibit distinct acoustic characteristics compared to properly sealed products. This principle enables reliable and accurate sealing integrity inspection.

Acoustic wave detection principle diagram
2. Use surface scanning technology to continuously scan the upper surface of the glass bottle cap. If the sealing is not good or the internal pressure of the bottle is abnormal, it will cause a sudden change in the glass bottle cap, thereby judging whether the sealing (or pressure) of the cap is qualified;
III. Equipment Features
Non-contact testing ensures rapid detection with high precision.
Adaptive design automatically adjusts to production line speed variations, enabling real-time dynamic inspection.
Sealed construction of the main unit provides airtight, fog-resistant, and waterproof protection, offering excellent environmental adaptability.
Hardware-level circuitry combined with an embedded operating system guarantees stable, long-term performance.
Integrated alarm system delivers both visual and audible alerts while automatically rejecting defective containers.
User-friendly interface with Chinese-language support, LED-backlit LCD, and clear interactive display for simplified operation.
Ample storage capacity, supporting up to 10 product profiles, streamlines automated processes and enhances convenience.
High cost-effectiveness, with critical components sourced from internationally recognized brands for dependable performance.
Durable build featuring 304 stainless steel frame and supports, with industrial-grade protection rated to IP65.
Advanced detection principle leveraging sonar-based acoustic analysis technology originally developed by the Institute of Oceanography.
Detection accuracy:
serial number
| Test Items | Testing Conditions and Accuracy | Rejection rate
| False kick rate
|
1 | Leakage test | -- | -- | < 0.03% |
1.1 | No lid | No screw cap | >99.99% | |
1.2 | No gasket test | Missing rubber gasket | >99.9% | |
1.3 | Double gasket test | Double rubber gasket | >99.93% | |
1.4 | Air leak test | Product leakage | >99.99% | |
1.5 | Expansion cans and other special-shaped cans | >99.9% |
Note: Rapid temperature changes will affect the detection results and cause false rejections.
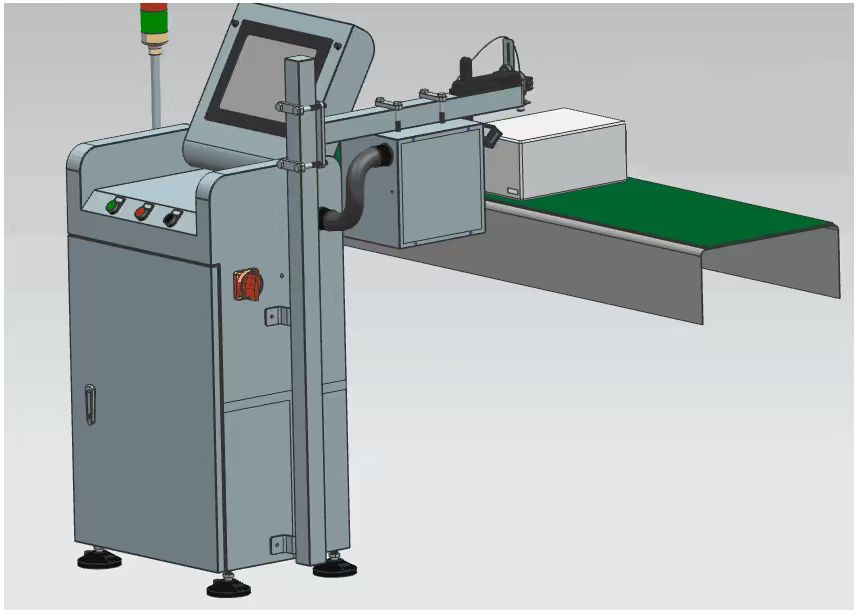
V. Installation Requirements
This equipment is installed on a horizontal, single-row conveyor chain. It consists of two components: detection and rejection. The conveyor chain must be at least 1.5 meters long, preferably longer. Ensure the chain plate remains stable during conveying, and the equipment must be installed after the cooler for inspection. (Important)
Installation location
1. The lid material must be magnetic and must be from the same batch during production. Mixing lids from multiple batches may reduce detection effectiveness.
2. Power supply: 220V, 50Hz AC, with a total power draw of less than 120W. If you are using a different voltage standard in a foreign country, please inform us in advance.
3. External compressed air is required for rejection, with a minimum pressure of 4 bar and a maximum pressure of 12 bar.




