How to Detect Leaks in Aluminum-Bottom Tinplate Cans
Detecting leaks in aluminum-bottom tinplate cans requires selecting the appropriate method based on the production process and precision requirements. Below is a summary of common detection methods, their applicable scenarios, and some practical operational points.
Overview of Common Leak Detection Methods
The table below summarizes several core detection methods to help you quickly understand their principles and applicable scenarios.
| Detection Method | Core Principle | Main Applicable Scenarios | Method Characteristics |
| Water Bath Leak Detection Method | Immerse the can in water and observe whether continuous bubbles are generated to determine if there is a leak | Offline sampling detection for empty or full cans | Advantages: Intuitive operation, low cost,Disadvantages: Relies primarily on manual observation, resulting in lower efficiency. |
| Vacuum Decay Method | Place the sample in a sealed cavity and evacuate it. Monitor pressure changes within the cavity using a high-precision sensor to determine if a leak has occurred | Suitable for online or offline high-precision testing of empty or full canisters | Advantages: Non-destructive, highly automated, accurate results, capable of detecting minute leaks. |
| Electronic Leak Detection | Uses a dedicated electronic leak detector to detect extremely small gas leaks | Suitable for products with extremely high leak detection requirements (e.g., aerosols) | Advantages: Extremely high accuracy |
| Pressure Measurement/Pressure Leak Detection | Inject compressed air into the canister to create pressure | Monitor the pressure drop using a pressure sensor or by immersing the canister in water to observe bubbles | Suitable for testing the sealing of empty canisters. Advantages: Fast, reliable |
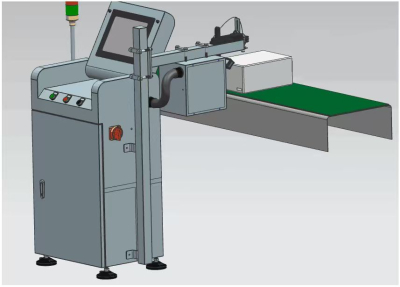
For Post-Filling Products,Jinan Maotong Inspection Equipment Co., Ltd. has invented a visual and non-visual device to detect changes in the caps (bulging and pull ring misalignment). The device is detailed below:
I. Equipment Introduction:
1. Equipment Purpose: Online inspection of bottle cap quality on the Yangyuan easy-open can production line, automatically rejecting defective caps online.
2. Equipment Features:
Non-contact online inspection, no damage to the product.
High inspection speed, up to 60,000 cans/hour.
Flexible human-machine interface with multi-level user permission settings.
The inspection machine is equipped with an industrial-grade cooling system to prevent malfunctions caused by prolonged operation in summer.
Customized functions are available based on the customer's actual production needs.
Automatically stores daily photos of defective bottle caps; storage time is customizable.
24-hour remote service (equipment can be remotely controlled)
Continuous rejection shutdown (automatic line stop after rejecting a certain number of defective products)
360° cap detection, reducing accidental cap rejection caused by can rubbing or grabbing
Zero-delay cap detection, reducing the impact of cap color and packaging material color on cap detection
II. Detection Functions
Cap presence/absence
Cap angle deviation (deviation >= 5°)
Cap pop-up (caused by can swelling or leakage, deviation >= 1mm)
III. Detection Principle
Cap pop-up detection principle:
Utilizing curved surface scanning technology, the upper surface of the can cap is continuously scanned. If the seal is poor and the internal pressure is abnormal, it will cause a sudden change in the cap, thus determining whether the cap seal is qualified.
Cap angle detection principle:
Electrical control process A gigabit network digital camera takes images of the can lids from above, capturing images of the cans. The captured images are digitally analyzed and matched against a 360° template. Cans with lids that do not meet the angle requirements are automatically rejected online.
When a can arrives, a positioning sensor detects its arrival. The control unit records the can's identification number and the current encoder signal. The positioning sensor triggers the digital camera to capture an image of the can lid and transmits it to an image processor via the network. The image processor processes and analyzes the received image, transmitting the results to both the human-machine interface for dynamic display and the control unit. Upon receiving a lid rejection signal, the control unit instructs the rejector to reject the can with the corresponding identification number that has the defective lid online.

Image processing results for samples; left is the original image, right is the processed image.
IV. Detection Accuracy
| Detection Item | Detection Content | Schematic Diagram | Rejection Rate | False Detection Rate |
| Cap Detection | No Cap | ≥99.99% | <= 0.001% | |
| Cap Pop-Up (Caused by Can Expansion or Leakage) | Deviation Value >= 1mm | ≥99.9% | <= 0.03% | |
| Cap Angle Deviation | Cap Deviation Angle >= 5° | ≥99.9% | <= 0.03% |