
News Center
Food safety is paramount, and canned goods stored at home require even more careful inspection.IntroductionGlass bottles and cans are common food packaging, and their seals are directly related to food safety and quality. Leaks can cause spoilage and spoilage of the canned contents, potentially…
2025/10/13 09:23
Project OverviewWater, as an essential energy source for human life, has always played a crucial role in people's lives. With the development of social production and changing consumer demand, a variety of beverages made from water have emerged. These beverages have given water a variety of new…
2025/10/11 10:02

Food and Beverage Visual Inspection: How Machine Eyes Protect Production Line Safety and QualityOn high-speed food and beverage production lines, a tireless "eye" safeguards product quality and safety around the clock. This is machine vision inspection technology—it mimics human vision and combines…
2025/10/10 08:18

Visual inspection technology has penetrated every stage of dairy production, from packaging materials to finished product shipment. Its core goal is to improve the accuracy and efficiency of quality control. The following table summarizes the main application scenarios and technical highlights of…
2025/10/09 13:58

The food, beverage, and brewing industries are introducing vision inspection technology primarily to address multiple challenges, including high-quality control requirements, high-speed production pace, and cost-efficiency optimization. The following table can help you quickly understand the core…
2025/10/07 17:26

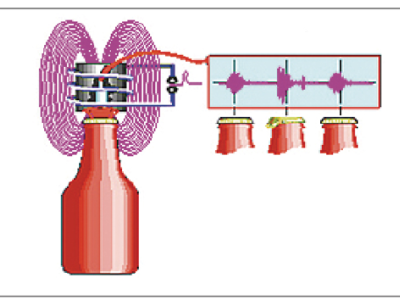
Maotong (usually referring to Jinan Maotong Inspection Equipment Co., Ltd.)'s air leakage detection equipment is widely used in the food and beverage packaging industry. It primarily uses squeeze detection technology and online automated testing to ensure packaging sealing.The following table…
2025/10/01 18:03

1. Introduction: The Importance of Can Packaging and Quality InspectionCans, as one of the most common packaging formats in the modern food and beverage industry, are widely used for packaging thousands of products, including carbonated beverages, beer, and milk powder. With the rapid development…
2025/09/25 10:57
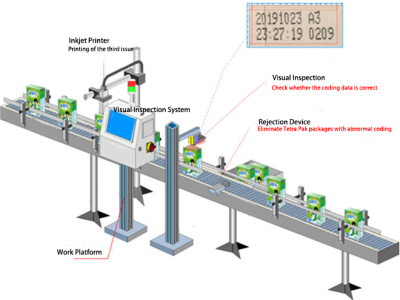
On a high-speed milk production line, Tetra Pak cartons flow through at a rate of over ten per second. A visual inspection system for coding completes inspection and determination of each product's production date within 0.2 seconds—this invisible system is a critical technological barrier to…
2025/09/24 13:24

When you unscrew a bottle of mineral water, have you ever wondered what kind of "hardening" this seemingly ordinary transparent container has undergone before it reaches your hands? In the smart factory of a beverage giant, every plastic bottle undergoes a "full-body scan" by an AI vision system.…
2025/09/24 09:53

Machine vision uses machines to replace the human eye in measurement and judgment. A machine vision system uses machine vision products (i.e., image capture devices, available in CMOS and CCD) to convert captured objects into image signals. These signals are then transmitted to a dedicated image…
2025/09/22 16:17

1. Core FunctionsLiquid Level Detection:Optical sensors (such as infrared and laser sensors) or vision cameras are used to detect the liquid level in bottles, preventing underfilling (impairing the consumer experience) or overfilling (causing cap leakage).Cap Detection:Checks the integrity of…
2025/09/19 14:47

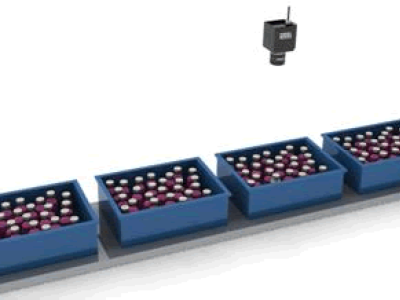
Can liquid level detection primarily utilizes photoelectric, ultrasonic, capacitance, weighing, and X-ray technologies for automated, real-time monitoring, ensuring that filling accuracy meets standards. The following are the main detection equipment and their technical features:Detection Equipment…
2025/09/19 09:40