

Empty Can Quality Inspection Machine
1.With an image inspection system developed independently,
2.the maximum speed can reach 1000 cans / min.
3.Reliable detection and stable operation for long time Easy to install and easy to operate
I. Equipment Specifications and Site Requirements
1. Project Overview
Project Name: Empty Can Detector
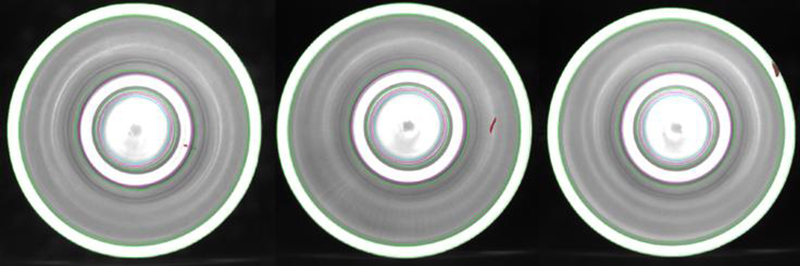
Description: The system integrates advanced machine vision technology to achieve fully automated, non-contact, online inspection of empty cans. It identifies defects such as mouth deformation, surface contamination, internal foreign objects, and collapsed cans.
Rated Capacity: 1000 cans/min
Container Type: Two-piece can
Volume Range: 100 mL – 600 mL
2. Environmental Requirements
Altitude Range: 5–3000 m
Operating Temperature: 5°C – 40°C
Relative Humidity: 50–65% RH
Factory Conditions: Floor evenness and load-bearing capacity must comply with national standards to ensure stable operation.
Storage Conditions: Equipment and components must be stored in compliance with national standards. During storage, appropriate lubrication and protection are required to prevent corrosion, surface damage, or deformation that could affect installation, commissioning, and operation.
3. Equipment Operating Conditions
Noise Level: ≤85 dB (actual value depends on container type, power rating, and acoustic environment).
Power Requirements:
Supply: 220V, 50Hz, single-phase
Total Power: Approx. 1.0 kW
Control Voltage: 24VDC
Note: Special voltages require prior confirmation; delivery time, specifications, and cost may vary accordingly.
4. Equipment Overview
4.1 Empty Can Detector
Model: MT-YLG-KG-C1-01
Quantity: One set
Inspection Speed: 1000 cans/min
Applicable Container: Empty cans (two-piece type)
Production Line Compatibility: Suitable for packaging lines with speeds ≤1000 cans/min
Installation Position: Single-lane conveyor section before filling station
Main Function: High-speed vision inspection to detect can mouth damage (deformation, cracks, V-notches, flaps), dents, body contamination, and internal foreign matter, with automatic rejection of defective cans.
4.2 System Principle, Workflow, and Installation Requirements
As each can passes the positioning sensor, its presence is detected, and the can ID and encoder data are recorded by the control system.
The sensor triggers the camera to capture an image of the can. The image is analyzed by the processor, which sends the inspection results to both the HMI for real-time display and the control system for rejection preparation.
Upon identification of a defect, the PLC activates the rejection mechanism to remove the specific can.
Installation Requirement: The production line must provide a straight 2 m conveyor section. Cans must not be compressed together and should maintain a 2 cm spacing. This condition is critical for accurate inspection.
4.3 Empty Can Detection Module
Inspection Scope and Precision:
Mouth Area: Detection of deformations, cracks, V-shaped notches, and flaps.
Can Body: Identification of dents, scratches, and surface contamination.
Interior: Recognition of internal foreign objects.
Integrity: Detection of collapsed or under-pressurized cans.

Detection position
| Defect type
| Accuracy
| Illustration
| Rejection rate
| False rejection rate
|
Can mouth
|
Can mouth curling notch
|
1 mm X 1 mm |
≥99.9% |
≤0.05% | |
Deformation of the can mouth flange
| Upward or downward protrusion height ≥ 2mm or horizontal length ≥ 4mm
|
≥99.9% | |||
Depression at the mouth of the tank
| 5% overall
| ≥99.9% | |||
Can mouth ovality
| ≥1cm | ≥99.9% | |||
Dirt on the can edge
| 2 mm x 2 mm, thickness ≥ 1 cm
| ≥99.9% | |||
Tank inner wall
| Dirt in the middle of the inner wall
| 3 mm x 3 mm, thickness ≥ 1 mm
| ≥99.9% | ||
bottom of jar
| Foreign matter in the middle of the tank bottom
| 3 mm x 3 mm, thickness ≥ 1 mm
| ≥99.9% | ||
Foreign matter (opaque) inside the tank bottom ring
|
3 mm x 3 mm, thickness ≥ 1 mm
|
≥99.9% | |||
Hole in the middle of the tank bottom
| 3 mm X 3 mm | ≥99.9% | |||
Can body
| Can body deformation
| Deformation: 4mm Deformation: ±1mm
| ≥99.9% | ||
Description (Please read carefully)
| This solution adopts a single-station single-lens inspection method, the main purpose of which is to control the can mouth (strict precision), large flat cans and large foreign objects. Since the subsequent processes include hot water washing and filling with nitrogen, small foreign objects can be washed away by hot water. Therefore, the detection accuracy of small foreign objects and small deformation of the can wall will be lower. | ||||




